我们为您准备了【中山】 焊管D专业生产团队产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:【中山】 焊管D专业生产团队的图文介绍
申达鑫通商贸有限公司成立多年以来,始终秉承“诚信为本、服务至上”的宗旨,公司所有 中山镀锌方管、产品用料精良,通过服务获得客户的满意; 提高客户对 中山镀锌方管、的信赖。 近年来,企业发展突飞猛进,生产规模迅速扩大, 中山镀锌方管、产品质量稳步提高,各项管理逐步规范,销售额逐年猛增。我们愿以完善的质量体系, 勇于开拓、高信誉与各地区的客商携手合作,开创美好未来!


防腐焊管、焊接钢管作为钢管产业链末端产品,在行业中一直占据着重要的位置。近些年来,随着更新更好的钢管防腐技术的开发应用,防腐钢管在工程端的使用量越来越大。许多专司做防腐钢管加工的工厂,如雨后春笋般建立起来。其中不乏做的出色的企业,
,已然成长为钢管防腐行业标准制定者。
今天,我们就来聊一聊防腐钢管里面的一个重要品种——3PE防腐焊管、焊接钢管。
什么是3PE防腐
3PE防腐钢管是指3层结构聚烯烃涂层(MAPEC)外防腐焊管、焊接钢管,是国内常用的一种防腐管道。钢管母材包括无缝钢管、螺旋钢管、直缝焊管等。3PE防腐一般由3层结构组成:
层环氧粉末(FBE>100um)
第二层胶粘剂(AD)170~250um
第三层聚乙烯(PE)2.5~3.7mm






制造管材的材料为丙烯睛一丁二烯一苯乙烯的混配料,其中以ABS树脂为主,仅加入为提高其物理、力学性能及加工性能所需的添加剂,添加剂应分散均匀。丙烯腊一丁二烯一苯乙烯密度(kg/m3)为:1000≤ρ≤l070。丙烯腊一丁二烯一苯乙烯原料中丙烯睛应大于20(质量分数),其它组成不大于5%(质量分数)。原料应制成管材,按GB/T 18252规定进行试验,最小要求强度MRS≥14 MPa,总体使用(设计)系数C最小值为1. 6。
ABS管及管件的生产应符合GB/T 20207的规定。用于输送饮用水的氯化聚氯乙烯管道系统应符合GB/T 17219-1998的要求。
根据材料的耐化学性及卫生性,适用于承压给排水输送、污水处理与水处理、石油、化工、冶金、采矿、电镀、造纸、食品饮料、空调、医药等工业及建筑领域粉体、液体和气体等流体的输送。 钢塑复合管,产品以焊接钢管为基管,内壁涂装高附着力、防腐、食品级卫生型的聚乙烯粉末涂或环氧树脂涂料。口径范围 DN15--DN1200可带法兰及带压槽涂装。涂层壁厚 100米~500米之间,通常为350米



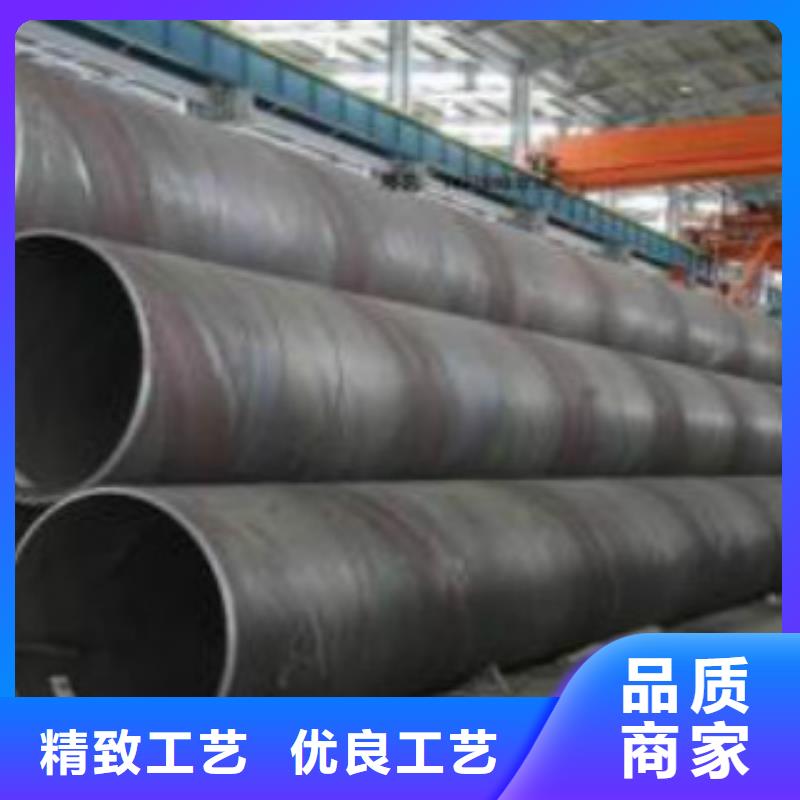
螺旋焊接钢管的加工流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。





 扫一扫
扫一扫